化学プラント大全
化学プラント大全 
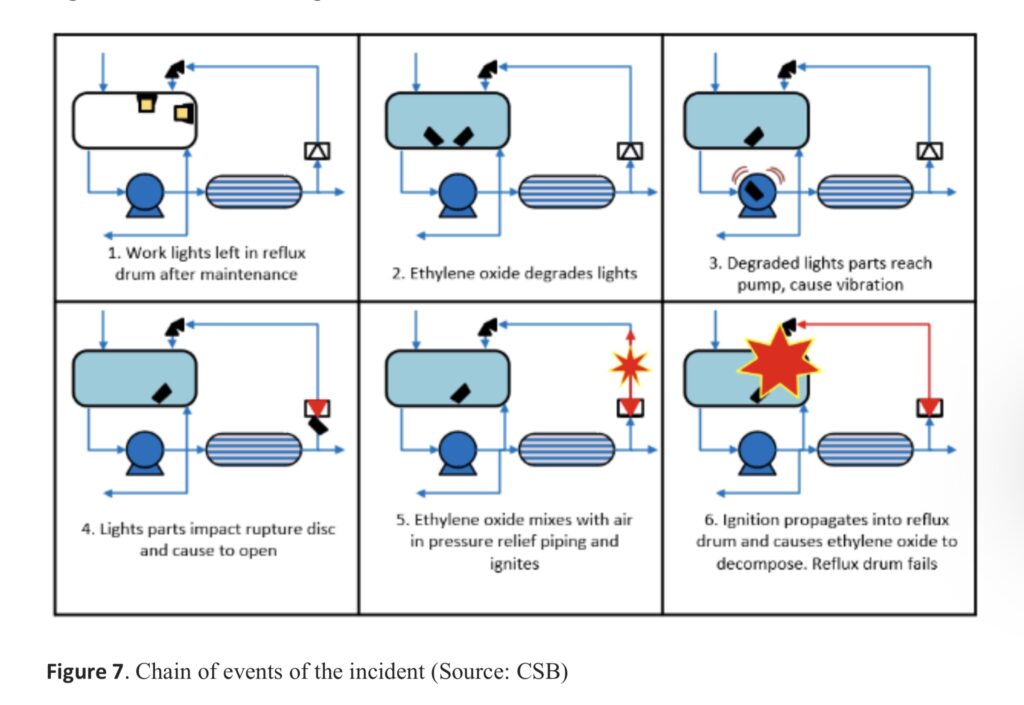
2023年7月14日、ルイジアナ州プラケミンにあるダウ・ケミカルの事業所(LAO)Glycol IIプラントにおいて、壊滅的な爆発および火災事故が発生しました。この事故により、約31,525ポンド(約14トン)もの有毒なエチレンオキシド(EtO)が環境中に放出され、被害総額は推定4,300万ドルに上りました。
米国化学物質安全・有害物質調査委員会(CSB)が2026年2月26日に公表した最終調査報告書(No. 2023-03-I-LA)は、この大惨事が「定修時の些細なミスの連鎖」と「安全システムの潜在的な設計上の欠陥」によって引き起こされたことを明らかにしています。
本記事では、CSBの報告書に基づき、本事故の技術的なメカニズム、根本原因、そして化学プラントのプロセス安全管理(PSM)において我々が導入「すべきだった」対策について詳細に解説します。
1. エチレンオキシド(EtO)の極めて特異な物性と危険性
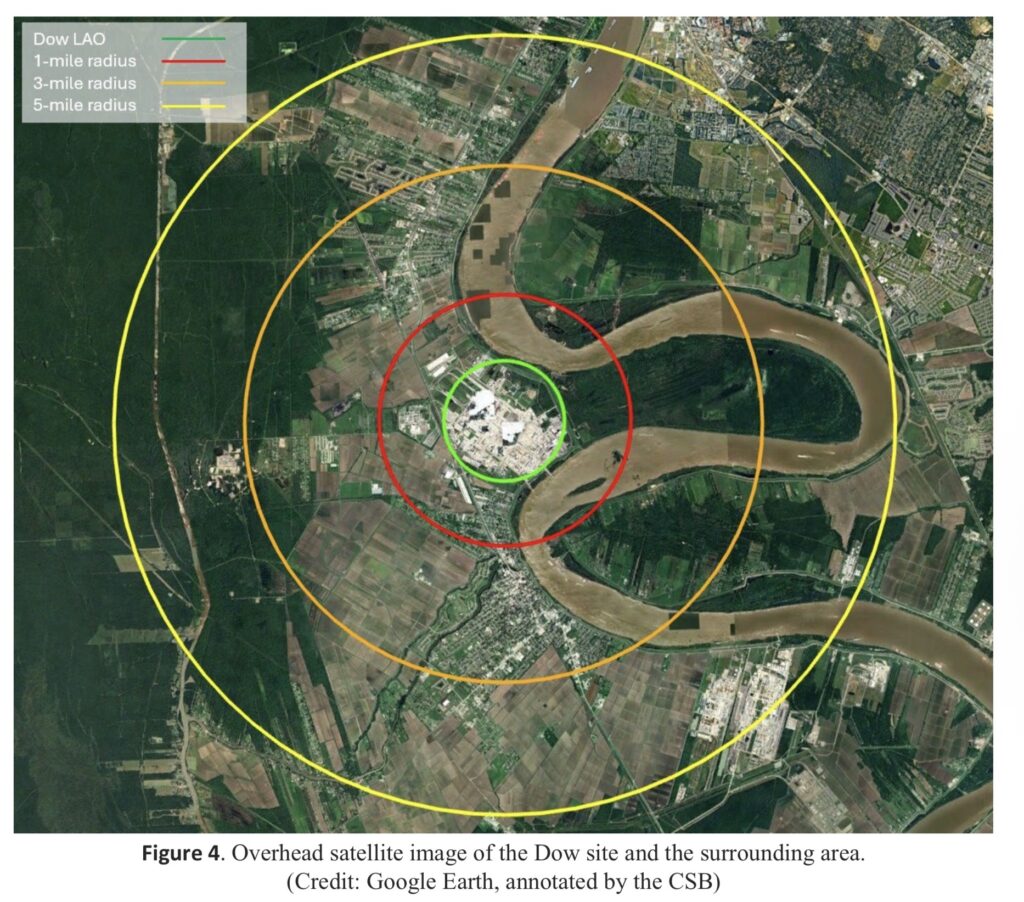
本事故を理解する上で、対象物質であるエチレンオキシド(EtO)の化学的特性を把握することが不可欠です。EtOは主にエチレングリコール等の製造中間体として用いられますが、極めて反応性が高く、取り扱いには細心の注意を要します。
- 広範な爆発限界と自己分解: EtOの爆発下限界(LFL)は2.6%、上限界(UFL)は100%です。つまり、酸素が存在しない環境下でも発火・分解反応を起こすという極めて危険な特性を持ちます。
- 低い最小発火エネルギー(MIE): 純粋なEtO蒸気のMIEは約1,000mJですが、特定の酸素混合状態ではわずか0.06mJにまで低下します。これはガソリン(0.24mJ)よりも低く、人体の静電気(1〜50mJ)でも容易に発火に至ります。
- 発熱的な分解反応: EtO分子(C2H4O)が分解して一酸化炭素(CO)とメタン(CH4)を生成する際、莫大なエネルギーを放出します。一度分解が始まると、初期圧力の10〜20倍もの高圧を発生させ、配管内をデフラグレーション(爆燃)として伝播します。
- 人体への強い毒性: 発がん性および変異原性が確認されており、NIOSH(米国国立労働安全衛生研究所)は800ppmを直ちに生命または健康に危険を及ぼす濃度(IDLH)と定めています。
2. 事故のメカニズムと連鎖(原因)
本事故は、単一の機器故障ではなく、複数の安全障壁が段階的に突破された結果として発生しました。
フェーズ1:還流ドラム内への異物残存(Vessel Closureプロセスの欠陥)
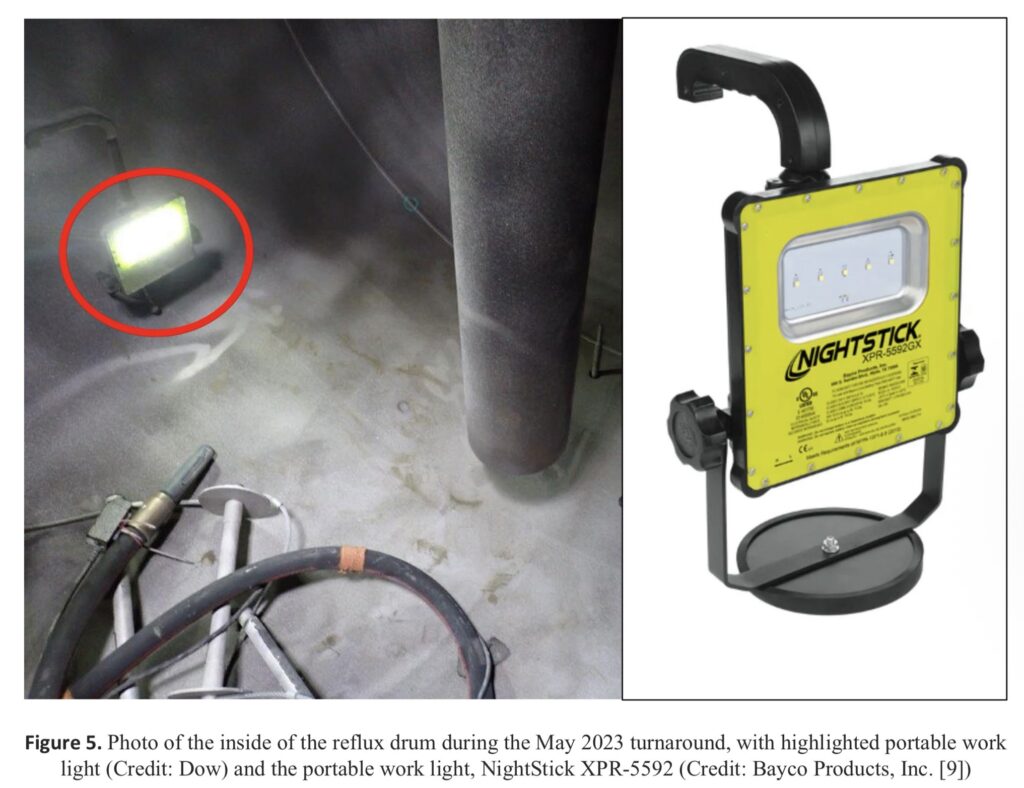
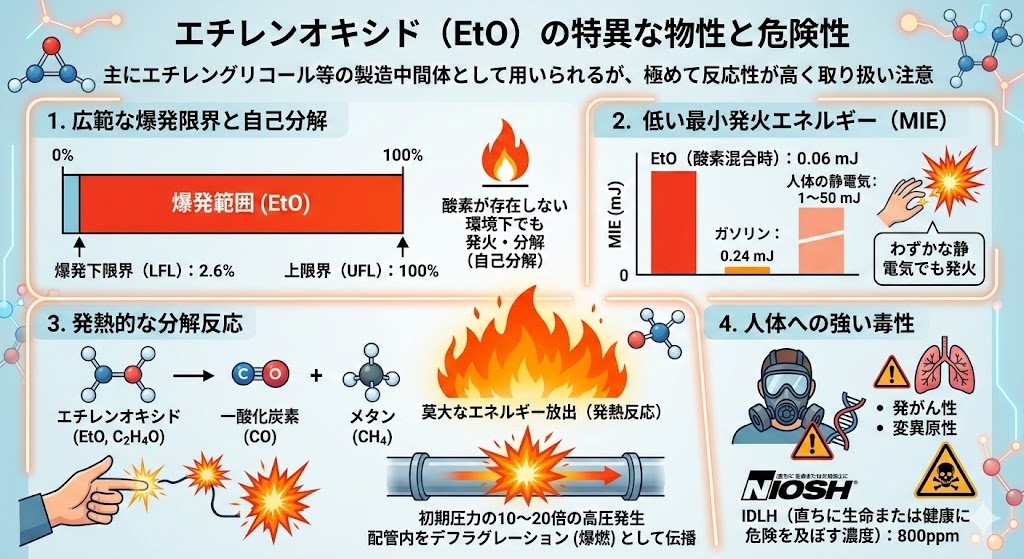
2023年5月のターンアラウンド(定修)時、還流ドラム(Reflux Drum)の内部点検のために、リチウムイオン電池駆動の磁石付きポータブル作業灯(LEDシーンライト)が持ち込まれました。しかし、作業完了後の容器密閉(Vessel Closure)プロセスにおいて、5つの作業灯が内部に置き忘れられたままマンホールがボルト締めされました。
フェーズ2:EtOによる異物の分解と破裂板(ラプチャーディスク)の損傷
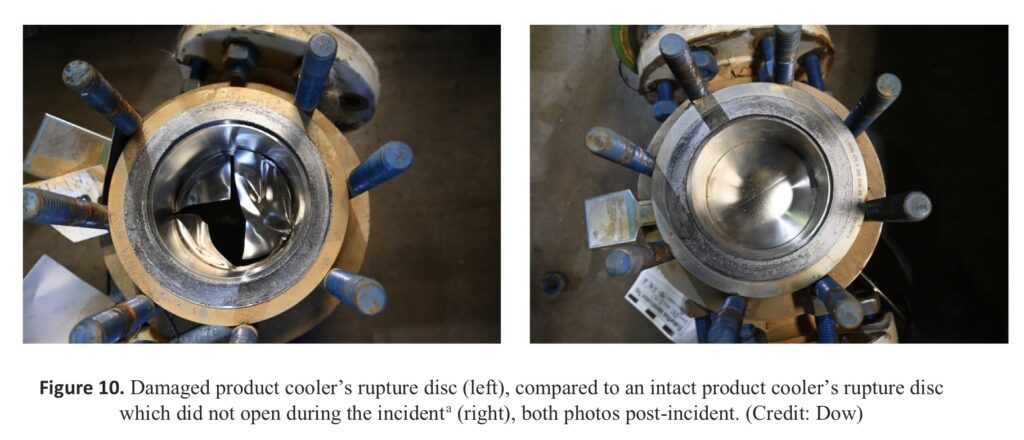
再稼働後、ドラム内に充填された高純度の液体EtOが作業灯のプラスチック部品やバッテリーを化学的に侵食・分解しました。生成された金属デブリ(破片)は下流のポンプに流れ込んで高振動を引き起こし、さらにその先のプロダクトクーラー下流に設置されていた破裂板に衝突しました。破裂板は異物による衝撃を想定した設計ではなく、設定破裂圧力に達する前に非対称な開口(ピンホール状の破れ)を生じました。
フェーズ3:不活性化システム(Inerting System)の喪失と配管内での発火
破裂板が損傷したことで、液体EtOがその下流にある圧力逃がし弁(PRV)との間の配管(約50フィート)に流入しました。この区間は通常、EtOの分解を防ぐために窒素(N2)でパージされ、不活性雰囲気が保たれているべき場所でした。しかし、2020年のメンテナンス以降、微小な漏洩により窒素圧は失われ、事故当時は負圧となり空気が混入している状態でした。EtOは配管内の空気と混合し、何らかの着火源(摩擦や静電気の可能性)によって発火しました。
フェーズ4:圧力逃がしシステム設計の致命的な欠陥による爆発
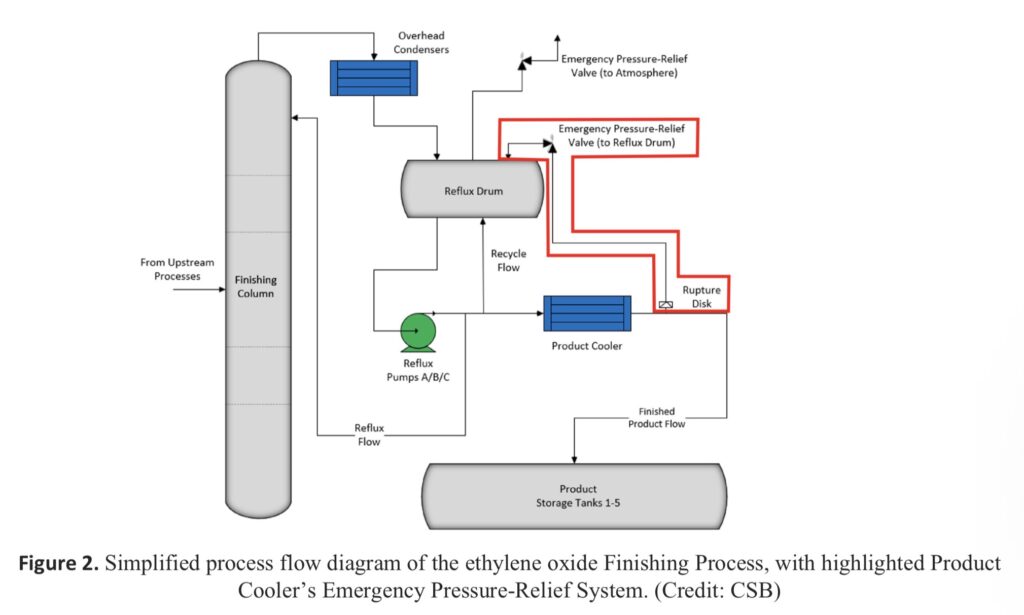
配管内で発火したEtOは燃焼しながら圧力を上昇させ、設定圧力(約1.83 MPa)に達したPRVを作動させました。ここで最大の問題となったのがPRVの放出先です。2011年の設計変更により、大気放出のリスクを避ける目的で、PRVの排出先が「大量の液体および気体EtOが存在する還流ドラムの気相部」に設定されていました。
PRVを通過した高温の火炎フロントと燃焼ガスが還流ドラム内に逆流。ドラム内のEtO蒸気が急激に加熱されて暴走的な分解反応を引き起こし、容器の設計圧力(約0.52 MPa)を瞬時に超過して壊滅的な爆発に至りました。
3. プロセス安全上の対策:我々はどうすべきだったか?
CSBの調査は、個人のヒューマンエラーではなく、背後にある管理システムとエンジニアリングの欠陥を指摘しています。同種の事故を防ぐため、プラント運営においては以下の対策を講じる必要があります。
対策1:厳格な「容器密閉(Vessel Closure)」手順の構築
ダウの当時の手順は、マンホールからの「目視確認」に依存しており、死角(磁石で壁面に付着したライトなど)を発見することは不可能でした。これを防ぐためには、以下のような手順の徹底が求められます。
- 持ち込みツールや機器のユニット単位ではなく「機器・容器単位(Equipment-specific)」での厳密な持ち込み・持ち出し照合(ツール・イン/ツール・アウト管理)を実施する。
- 目視が困難な大型容器では、内部への立ち入り(Confined Space Entry)による最終確認、あるいはボアスコープや検査ミラーを用いた死角のない確認を必須要件とする。
対策2:不活性化(Inerting)状態の「動的」な監視と警報
破裂板とPRVの間の配管は、圧力伝送器が設置されて高圧アラーム(破裂検知用)はあったものの、窒素の喪失を示す「低圧アラーム」は設定されていませんでした。
- NFPA 69(爆発防止システム規格)に準拠し、不活性ガスパージ配管からの漏洩リスクを評価する。
- 破裂板とPRV間の空間など、反応性物質の滞留リスクがあるデッドスペースに対し、連続的な窒素の供給ラインを設けるか、低圧アラームによる異常検知と定期的な酸素濃度のモニタリングをフェイルセーフとして組み込む。
対策3:PHA(プロセス危険性分析)における圧力逃がし設計の根本的見直し
PRVの放出先を反応性物質の貯槽に戻すという設計変更(2011年)の際、配管内での引火・逆火リスクが十分に評価されていませんでした。
- LOPA(防護層解析)やHAZOPにおいて、「安全弁放出ライン内での発火と、その放出先設備への影響」というシナリオを抽出する。
- 本質的安全設計の追求: リリーフ先を変更するのではなく、「そもそも圧力逃がしを必要としない設計」を検討する。実際、ダウは事故後の対策として、プロダクトクーラーにミニマムフローラインを設置し、熱膨張による過圧リスクそのものを排除することで、この破裂板・PRVシステム自体を撤去しています。
4. まとめ
この事故は、現場の作業員の小さなミスが、システムの監視体制の甘さ(失われた窒素パージ)と設計上の欠陥(不適切なリリーフ先)というスイスチーズの穴を通り抜け、プラント全体の致命的な破壊に繋がった典型例です。
化学産業におけるプロセス安全管理においては、「ルール通りに作業したはず」という仮定を捨て、「異物が混入した場合」「パージが失われた場合」にシステムがどのようにフェイルセーフ側に働くかを、エンジニアリングの視点から常に問い直す必要があります。自社のPHA(Process Hazard Analysis:プロセス危険性分析)やメンテナンス手順書に同様の「盲点」が潜んでいないか、再確認する必要があります。
 化学工場の静電気対策:発生メカニズムから現場の安全管理まで徹底解説
化学工場の静電気対策:発生メカニズムから現場の安全管理まで徹底解説